Unikající proud a napětí u svařovacího zařízení
Document Actions
reklama
Unikající proud svařovacího obvodu
Měří se proud tekoucí mezi výstupem svařovacího obvodu, tj. držákem elektrod nebo svorkou zpětného svařovacího proudu a ochranným obvodem, tj. uzemněním instalace. Cílem zkoušky je zjistit, zda z některé části svařovacího obvodu neuniká do země vyšší než povolený proud.
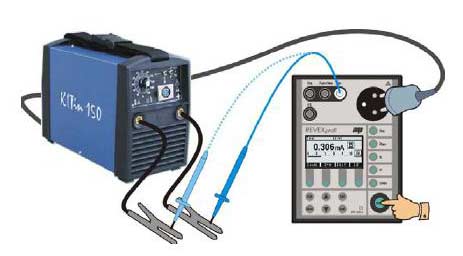

Příklady praktického provedení měření unikajícího proudu svařovacího obvodu pro jedno- a trojfázovou svářečku
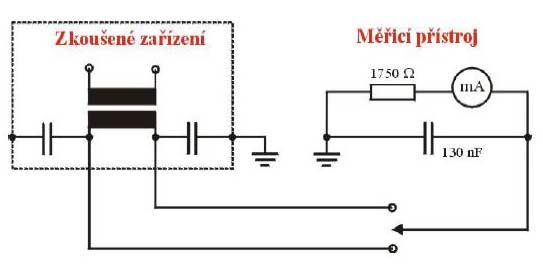
Zkouška probíhá za stejných podmínek jako měření primárního unikajícího proudu a měřicí obvod musí mít parametry stejné, jako obvod znázorněný na obr. Parametry obvodu simulují odpor těla člověka dotýkajícího se zkoumané části svařovacího zařízení.
Proud unikající ze svařovacího obvodu do země přes měřicí obvod nesmí přesáhnout 10mA.
Napětí naprázdno
Při zkoušce se měří napětí mezi svorkami svařovacího obvodu a zjišťuje se, zda nepřekračuje hodnoty bezpečného napětí uvedeného v příslušných normách.
V průběhu zkoušky se měří:
- 1. efektivní hodnota výstupního napětí svařovacího obvodu - vyhodnocuje se podle údaje uvedeného na výkonnostním štítku svářečky
- 2. vrcholová hodnota výstupního napětí při postupném proudovém zatěžování svařovacího obvodu – vyhodnocuje se v souladu s pokyny uvedenými v ČSN EN 60974-1 ed.3, kap. 11.1.5. a naměřené výsledky nesmí přesáhnout hodnoty uvedené v tabulce
| Pracovní podmínky | Jmenovité napětí naprázdno |
| Prostory se zvýšeným nebezpečím úrazu el. proudem | DC 113V – vrcholová hodnota |
| AC 68V – vrcholová hodnota | |
| 48V – efektivní hodnota | |
| Prostředí bez nebezpečí úrazu el. proudem | DC 113V – vrcholová hodnota |
| AC 113V – vrcholová hodnota | |
| 80V – efektivní hodnota | |
| Mechanicky upevněné hořáky se zvýšenou ochranou svářeče | DC 141V – vrcholová hodnota |
| AC 141V – vrcholová hodnota | |
| 100V – efektivní hodnota | |
| Plazmové řezání | DC 500V – vrcholová hodnota |
Měřicí zařízení pro provádění zkoušek musí splňovat tyto požadavky:
- 1. Pro měření podle bodu 1. musí být použit přístroj měřící skutečnou efektivní hodnotu napětí (TRMS) s přesností měření minimálně ± 5%. Při měření musí být svařovací obvod zatížen proudem tekoucím přes zatěžovací odpor 5kΩ.
- 2. Při měření podle bodu 2. musí být svařovací obvod zatěžován postupně rostoucím proudem tekoucím přes proměnný zatěžovací odpor 0,2kΩ - 5kΩ. Měří se maximální vrcholová hodnota napětí, která se při postupném proudovém zatížení na svařovacím obvodu vyskytne, přičemž se vyloučí impulzy, které nejsou nebezpečné. Tyto parametry měření zabezpečí obvod znázorněný v normě a skládající se z proměnného odporu dimenzovaného na průtok dostatečně velkého proudu, z filtru odstraňujícího krátké napěťové pulzy a z vrcholového detektoru zabezpečujícího zachycení maximální hodnoty napětí vyskytující se v průběhu zkoušky.
Zkouška funkce
Pro ověření bezpečnosti svařovacího zařízení po opravě je požadováno provedení funkční zkoušky. Tato zkouška se při pravidelné kontrole nepožaduje, ale lze ji doporučit.
Při funkční zkoušce je nutno prověřit každou funkci, která se týká bezpečnosti. Kontroluje se zejména:
- Zařízení pro zapínání a vypínání napájecího obvodu – funkčnost spínačů a indikace zapnutí a vypnutí.
- Zařízení pro snížení napětí – ověření funkčnosti a indikace činnosti.
- Elektromagnetický plynový ventil – funkce ventilu a jeho těsnost.
- Signalizační a kontrolní světelná návěští – jejich správná činnost.
Dokumentace
Po provedené zkoušce je nutno zkontrolované zařízení označit štítkem dokladujícím provedení kontroly a vyhotovit protokol o zkoušce.
Štítek musí obsahovat datum provedení kontroly.
Protokol o zkoušce musí obsahovat:
- Identifikaci zkoušeného zařízení (typ, výrobce, výrobní číslo apod.).
- Datum zkoušky.
- Identifikaci a podpis zkušebního technika.
- Identifikaci konkrétního zkušebního zařízení (typ, výrobce, výrobní číslo apod.).
- Provedené zkoušky a jejich výsledek.
- Vyhodnocení zkoušek a závěr jednoznačně určující, zda je zkontrolované zařízení schopné bezpečného provozu.
Závěr
Norma EN 60974-4 poměrně podrobně upravuje oblast zkoušení bezpečnosti provozu svařovacích zařízení. Její ustanovení, týkající se měření při kontrole, jsou v souladu s normami řady EN 61557 a tam, kde kontrola svářecího zařízení vyžaduje specifický postup odlišný od postupů prováděných při kontrolách a revizích jiných elektrických zařízení, přebírá požadavky z normy EN 60974-1 určené ke konstrukci svářeček.
Z výše uvedeného je zřejmé, že pro kontroly svářecích zařízení je nutno použít takové měřicí přístroje, u kterých výrobce toto použití výslovně uvádí. Vzhledem k tomu, že v současné době na trhu nejsou dostupné speciální přístroje určené k revizím svářeček, nabízí se pro jejich kontroly použít přístroje určené k revizím elektrických spotřebičů, které se svými měřicími funkcemi nejvíce blíží požadavkům na měření při kontrolách svářeček. Ty však nemusí vždy splňovat ustanovení EN 60974-4 týkající se parametrů měřicích obvodů, a proto je vhodné si tuto skutečnost u prodejce či výrobce přístroje ověřit.
Ing. Leoš Koupý
Více informací z oblasti naleznete zde ...
| TEXT Z OBLASTÍ | SOUVISEJÍCÍ KONTAKT |
|---|---|
 GND#1b: Potenciál a obvody na dráze
GND#1b: Potenciál a obvody na dráze