Tisknete článek: Správné spojování mědi a hliníku (klik pro návrat)
Stránka byla vytvořena: 12.05.2009
Všechna práva vyhrazena (c)1998-2024 Elektrika.cz
Doslovné ani částečné přebírání tohoto materálu není povoleno bez předchozího písemného (e-mailového) svolení redakce portálu Elektrika.cz.
Správné spojování mědi a hliníku
Měď je díky svým skvělým elektrickým vlastnostem nejpoužívanějším materiálem při výrobě vodičů a elektrických spojů. V některých případech je ale nahrazována z důvodu nižší hmotnosti, jednodušší manipulace a v neposlední řadě i nižší ceně hliníkem. V praxi proto dochází občas k situacím, kdy je třeba oba tyto materiály kvalitně a přitom dlouhodobě spolehlivě vzájemně napojit.
S nutností spojování mědi a hliníku se lze často setkat u průmyslových rozvodů, kde bývají jednotlivé výrobní haly nebo provozy propojeny hliníkovými kabely, kdežto jejich vnitřní rozvody jsou již realizovány kabely a vodiči měděnými. Stejně tak bývá poměrně často třeba připojit hliníkové vodiče na měděné přípojnice v energetických transformačních stanicích apod. Spojování těchto dvou materiálů používaných k výrobě vodičů ovšem představuje určitý problém, který vyžaduje dodržení některých specifických technických opatření.
Za odborné řešení tohoto problému lze považovat použití speciálních Al/Cu kabelových koncovek a spojek, zajišťujících dlouhodobě spolehlivé napojení obou materiálů.

Nevhodné provedení lisovaného spoje
Dosažení předpokládané spolehlivosti takto vytvořeného spoje je ovšem podmíněno pečlivým provedením všech souvisejících pracovních činností. Příklad neodborně provedeného lisovaného spoje přináší předchozí obrázek. V jeho pravé části je vidět příliš silné a v levé naopak příliš slabé zalisování použité spojky. Důsledky této technologické nekázně mohou být značně nepříjemné a v krajním případě i tragické, neboť mohou vést až ke vzniku požáru.
Spojování hliníku a mědi představuje problém
Hliník je sice velmi reaktivní a snadno oxidující materiál, nicméně při reálných elektrotechnických aplikacích se jeví v běžných druzích prostředí jako poměrně odolný vůči korozi. Tuto vlastnost mu zajišťuje schopnost povrchové oxidace, pomocí níž se na tomto materiálu vytváří při působení vzdušného kyslíku velmi rychle tenká izolační vrstva (tzv. samočinná pasivace).
Při vytváření spojů z kovů o různých elektrochemických potenciálech, např. z hliníku a mědi, vzniká za přítomnosti elektricky vodivých kapalin usazujících se v nich často formou kondenzátu (díky existenci kontaktního jevu) elektrochemická reakce. Při tomto procesu hraje hlavní roli potenciálový rozdíl vznikající právě v důsledku rozdílných elektrotechnických potenciálů vzájemně spojovaných kovů.
Kontaktní článek je zde tvořen měděnou elektrodou plnící funkci anody, elektrolytem (voda) a hliníkovou elektrodou na místě katody. Článkem vytvořené napětí je pak přes kvazimetalický kontakt mědi a hliníku zkratováno. Vzniká přitom proud, jehož velikost závisí na vzniklých usazeninách nebo předněji na stupni rozkladu hliníku. Tento destruktivní pochod provází lokální oxidace viditelná pouhým okem jako "výkvěty" a výskyt drobných měděných skvrn na povrchu hliníku, které vznikají jako důsledek trvalé reakce, při níž nedochází k rozkladu mědi. Důsledkem tohoto procesu je postupné zvyšování přechodového odporu takto postiženého spoje, což provází nárůst teploty, který může vést v mezním případě až ke vzniku požáru.
Proto o spojování mědi a hliníku platí, že je třeba spoj těchto dvou kovů za všech okolností uzavřít přístupu vlhkosti a obzvláště důkladný způsob ošetření místa dotyku mědi a hliníku je přitom třeba volit v prostorách s možností časté kondenzace vodních par. Obvykle se tento problém řeší s použitím Al/Cu kabelových ok a spojek. Použitá technologie ale musí vyloučit možnost vzniku povrchových cest, v nichž by se mohla zadržovat vodivá kapalina dovolující vznik oxidačního procesu. Tyto požadavky potvrzují oprávněnost stále větší obliby speciálních Al/Cu kabelových ok a spojek, vyvinutých původně pro větrné elektrárny v přímořských oblastech.
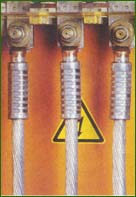
Příklad odpovídající Al/Cu kabelové koncovky přináší následující obrázek. Při dodržení správného postupu montáže u ní nevzniká žádná povrchová cesta, což brání vzniku podmínek pro oxidaci spoje obou kovů.

Al/Cu lisované kabelové koncovky
Kvalitní kabelové koncovky pro připojování hliníkových vodičů například na měděné svorkovnice sestávají z lisovací části vyrobené z elektrolytického hliníku a navazujícího připojovacího oka z mědi, vyhovující EN 13600. Dodávány jsou obvykle pro průřezy vodičů od 16mm2 do 400mm2 a využít je lze ve spojení se všemi obvyklými druhy laněných hliníkových kabelů a vodičů odpovídajících EN 50182. Specifikace a způsob montáže lisovaných Al/Cu kabelových koncovek přitom vyhovuje pro použití čistých hliníkových vývodů.
Příklad správného připojení hliníkových vodičů na měděnou sběrnici prostřednictvím hliníkové kabelové koncovky s měděným montážním okem přináší následující obrázek.
Jedná se o značkové výrobky firmy Klauke, které se vyznačují stejnoměrnou tloušťkou materiálu, přesným průměrem a výhodným tvarem, což usnadňuje správnou montáž a zajišťuje vysokou úroveň bezpečnosti a spolehlivosti. Tyto lisované kabelové koncovky Al/Cu jsou vyrobeny z čistého hliníku podle DIN 46239 a lze je použít i ve spojení s kabely, využívajícími k izolaci papír sycený olejem, a to bez možnosti jeho úniku.
Přehled hliníkových vodičů
U hliníkových vodičů se lze setkat se čtyřmi různými provedeními, vyžadujícími poněkud odlišné pracovní postupy.
Jde o:
-
jednodrátové kruhové vodiče (re);
-
jednodrátové sektorové vodiče (se);
-
vícedrátové kruhové vodiče (rm);
-
vícedrátové sektorové vodiče (srn).
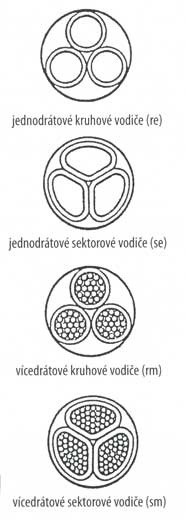
Různá provedení hliníkových vodičů
Výběr odpovídající lisované kabelové koncovky pak závisí na pokynech jejího výrobce, rozměrech a požadovaném provedení zakončení. Detail zachycující příklad praktického provedení odpovídající koncovky přináší následující obrázek.
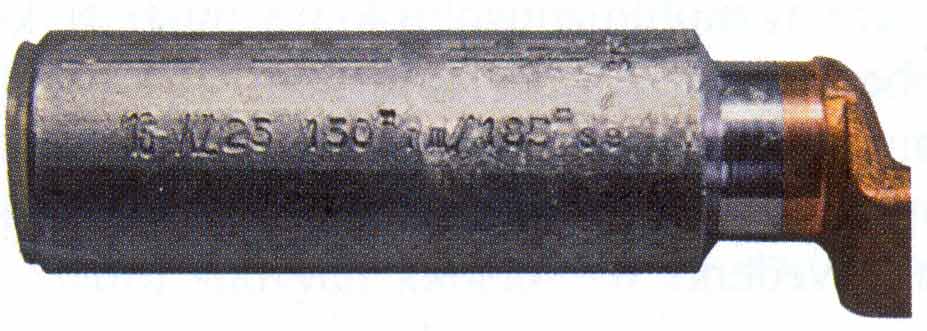
Značky vyražené na kabelové koncovce
Jedná se o lisovanou kabelovou koncovku 16 KL25 150 rm/sm 185 re/se, jejíž typové označení v sobě zároveň skrývá popis jejich vlastností:
-
16 - rozměr otvoru pro metrický šroub M16;
-
KL - označení výrobce (zde Klauke);
-
25 - označení rozměru nářadí;
-
150 - jmenovitý průřez vodiče v mm2; rm/sm - pro vícedrátové kruhové a sektorové vodiče;
-
185 - jmenovitý průřez vodiče v mm2; re/se - pro jednodrátové kruhové a sektorové vodiče.
Zvláštní pozornost je třeba při montáži kabelových koncovek věnovat velikosti používaných nástrojů a přípravků. Pro odborné zalisování spoje musí být použit výhradně lisovací nástroj uvedený v technické dokumentaci použité kabelové koncovky. Pozdější kontrolu správnosti lisovaného spoje umožňuje označení velikosti lisovacího nástroje vyražené na vnitřní straně jeho čelistí. Při lisování se totiž přenese na každý jím vytvořený spoj.
K odbornému zpracování Al/Cu lisované kabelové koncovky se přitom zpravidla používají šestihranné lisovací nástroje podle DIN 48083, část 4. Předpokladem jejich správného zalisování, bez nedostatečně nebo naopak příliš zalisovaného spoje, je právě výběr správného lisovacího nástroje. V případě chyb při lisování může docházet ke zvýšení přechodového odporu s možností lokálního zvyšování teploty, což může vést až ke vzniku požáru.
Proto také výrobci kabelových koncovek předepisují k jejich montáži přesné lisovací nástroje. Např. speciální lisovací nástavce firmy Klauke pro hliník o šířce 7mm jsou o 2mm širší než stejné lisovací nástavce tohoto výrobce pro měď. Oba se přitom používají pro tlak 60kN. Využití větší lisovací šířky zajistí spojení větší části vodiče s kabelovou koncovkou a kompenzuje tak špatnou vodivost hliníku. Pro jednodušší rozlišení bývají lisovací nástavce pro hliník a měď barevně rozlišeny.
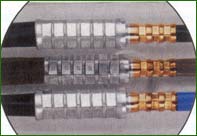
Kontaktní vazelína v hliníkových spojích
Spojovací prvky pro hliníkové vodiče jsou z výroby opatřeny vrstvou kontaktní vazelíny, která při lisování setře z hliníku nevodivé oxidy, vytvářející se na jeho povrchu již po několika málo minutách pobytu na vzduchu. Díky tomu tato vazelína zlepšuje kontaktní vlastnosti a zdokonaluje tím i elektrické vlastnosti takto vytvořeného spoje. Zamezuje také přístupu kyselých látek na kontaktní plochu a brání tak možnému obnovení oxidace. Pro zachování dlouhodobé funkčnosti tohoto druhu ochrany bývají značkové kabelové koncovky uzavřeny v plastovém obalu, snižujícím podstatným způsobem možnost vysoušení nebo úniku ochranné vazelíny.

Kabelová koncovka Al chráněná vazelínou
Al/Cu spoje
Pro správné spojování hliníku a mědi nabízejí značkoví výrobci, jako např. Klauke, různé redukční spojky se jmenovitými průřezy od 10mm2 do 300mm2. Tyto prvky se využívají především při opravách silových sítí, k vytváření tahově odlehčených spojů na hliníkových vodičích podle EN 60228 nebo hliníkových lanech podle EN 50182 s měděnými kabely podle DIN 48201, část 1 a měděnými kabely podle EN 60228. Tato lisovací spojka technicky sestává ze vzájemně propojených hliníkových a měděných dílů (EN 13600).
Spojení Al a Cu vodičů různých průřezů
Strana hliníkového vodiče má zpravidla větší průměr, neboť tento materiál má nižší vodivost a je u něj pro stejný proud vyžadován větší průřez použitého vodiče. Stejně jako u kabelových koncovek je i u značkových spojek tohoto druhu hliníková část s kontaktní vazelínou opatřena ochranou proti jejímu vysychání nebo vytékání. V praktických aplikacích těchto spojek je velmi důležité, aby byly pro jednotlivé materiálové strany použity jim odpovídající lisovací nástroje.

Rozdílné průměry Cu (vlevo) a Al (vpravo) stran spojky
Pro lisované Al/Cu spojky je charakteristická rozdílná délka lisovaného spoje na obou stranách. Jestliže na hliníkové straně bude při tlaku 60 kN jeho velikost např. 7mm, na měděné může být jen asi 5mm. Pro zpracování měděné strany spojky platí stejné zásady jako při lisování měděných kabelových koncovek. Z označení spojky lze i v tomto případě získat informace potřebné k výběru odpovídajícího prvku.
Například označení KL14 50 rm/sm 70 re/se znamená:
-
KL - označení výrobce (zde Klauke);
-
14 - označení nářadí;
-
50 - jmenovitý průřez vodiče v mm2;
-
rm/sm - pro vícedrátové kruhové a sektorové vodiče;
-
70 - jmenovitý průřez vodiče v mm2;
-
re/se - pro jednodrátové kruhové a sektorové vodiče
Kromě toho jsou na měděné straně k dispozici zpravidla též značky pro lisování. Vytváření těchto spojů se řídí převážně DlN 48083, část 1, 3 a 4 pro jednodrátové, laněné a jemně laněné vodiče. U splétaných lan odkazuje tato norma na specifikaci výrobce. Proto také například firma Klauke vydala všeobecné doporučení pro použití šestihranných lisovacích přípravků podle DlN 48083, část 4 na měděných stranách svých lisovaných spojek.
V souvislosti s ukládáním lisovaných spojovacích míst v zemi je třeba velmi důrazně upozornit na nutnost jejich ochrany před vlhkostí. Firma Klauke nabízí k tomuto účelu např. zalévací spojky.
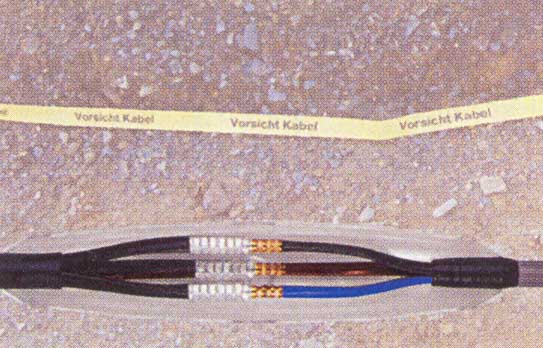
Ochrana spojky uložené v zemi před vlhkostí
Kromě toho je třeba při použití Al/Cu kabelových koncovek a spojek dodržovat následující zásadu. Tyto výrobky nesmějí být vystaveny žádnému ohybovému napětí, které by mohlo způsobit lom v místě styku obou spojovaných materiálů. Tato podmínka současně vylučuje možnost jejich využití v systémech venkovních nadzemních vedení.
Převzato z časopisu Elektroinstalatér
Více informací o časopisu zde ...
- Pracovník
- Montáže
- Kabely
Konec tisknuté stránky z portálu Elektrika.cz.