Pohled na polovodičový vysokofrekvenční svařovací generátor
Document Actions
reklama
Firma Rajmont s.r.o. projektuje, vyrábí a dodává zařízení pro indukční ohřev, vysokofrekvenční a středofrekvenční generátory všech výkonových a frekvenčních hladin, výkonové spínané stejnosměrné zdroje a aplikace průmyslové automatizace. V roce 2006 firma zažádala o finanční podporu z veřejných zdrojů formou projektu vypisovaného v každoroční soutěži MPO (program IMPULS) na téma „Polovodičový vysokofrekvenční svařovací generátor s výkonem 300 až 400kW pro výrobu ocelových uzavřených profilů“. V následujícím roce byl projekt přidělen s ev. č. FI-IM4/218 a délkou trvání tří let (2007 až 2010). Cílem předkládaného článku je seznámit odbornou elektrotechnickou veřejnost s výsledky práce firmy Rajmont s.r.o. v rámci tohoto projektu a zároveň propagovat aktuální možnosti spolufinancování nově vznikajících projektů v oblasti výzkumu a vývoje.
Princip indukčního svařování
Pro výrobu svařovaných uzavřených profilů se používají válcovací linky. Vstupním materiálem je ocelový pásek o šíři odpovídající obvodu budoucího profilu, navinutý do tzv. svitku (délka pásku v jednom svitku činí obvykle 200 až 400m). Jeho tloušťka odpovídá síle stěny budoucího výrobku (obvykle 0,8 až 8mm). V první části linky (formovací) se pásek stočí do trubky a vzniklý šev je zavařen v tzv. svařovacím uzlu. Nedílnou součástí svařovacího uzlu je tzv. induktor, přes nějž svařovaná trubka prochází. Jedná se zpravidla o vodou chlazenou jedno až tří závitovou cívku, jež je napájena poměrně velikým proudem (0,5 až 10kA) o vysokém kmitočtu (200 až 400kHz) z vysokofrekvenčního generátoru. Lokální natavení hran materiálu a následné svaření pak probíhá indukčním ohřevem, jež je přímou aplikací Lenzova a Jouleova zákona. Indukční svařování s sebou přináší mnoho výhod:
- není zapotřebí kontakt mezi zpracovávaným materiálem a cívkou
- vysoká hustota výkonu a rychlost ohřevu
- dobré řízení teploty kovu
- přesné určení ohřívaných zón
- jednoduchost činnosti
- velká pružnost regulace
- dobrá účinnost
- dobré pracovní podmínky a malý negativní vliv na životní prostředí
Obvyklé výstupní výkony vysokofrekvenčních generátorů používaných pro svařování ocelových trub se pohybují od spodní hranice přibližně 50kW do cca 500kW. Znázornění svařovacího uzlu s induktorem a svařovanou trubkou je uvedeno na následujícím obrázku.

Uspořádání induktoru a svařované trubky (zátěže)
Popisovaný projekt byl zaměřen na významnou inovaci klíčové součásti technologického procesu výroby, tedy na plně polovodičový vysokofrekvenční svařovací generátor s výstupním výkonem 300 – 400kW.
Průběh plnění stanovených cílů projektu
V jedné z prvních klíčových etap byl vyvinut systém tzv. umělé zátěže, jejímž úkolem je nahrazení „ubíhající“ trubky (profilu) vhodným stacionárním zařízením. Použití umělé zátěže umožňuje kromě testování VF generátoru v rámci výroby i jeho předvedení zákazníkovi v testovací laboratoři při plném výstupním výkonu. Na následujícím obrázku je uvedena fotografie zhotovené umělé zátěže. K odvádění VF energie z induktoru je použito 15ks ocelových tenkostěnných trubek. Kvůli zajištění stejných vstupních a výstupních podmínek chladícího média (průtok a tlak) je hlavní přívod a vývod vody realizován pomocí tlakových nádob. Pro monitorování parametrů umělé zátěže a generátoru v průběhu testování byl vytvořen program v systém ControlWeb. S pomocí tohoto systému lze nyní testovat VF generátory s výstupním výkonem do 400kW.

Konstrukční uspořádání umělé zátěže
V průběhu dalších etap byl především inovován stejnosměrný napájecí spínaný zdroj VF generátoru s nynějším výstupním proudem 2000A na 260V, dále vodou chlazené VF kondenzátory, jejichž ukázka (staré a nové provedení) je uvedena na dalším obrázku. Kromě podstatných vylepšení elektrických vlastností zde došlo i k potažení jednotlivých svitků pomocí černé ochranné potisknutelné fólie, která zabraňuje mechanickému poškození svitku a tím znehodnocení kondenzátoru.

Porovnání původní a inovované verze kondenzátoru KIP300-148 (0,4uF)
vlevo – inovovaná verze, vpravo – původní verze
Následující etapy byly věnovány systému vizualizace a sběru provozních dat VF generátoru, přičemž hlavním cílem zadání bylo pokud možno přehledně zobrazit parametry VF generátoru jako systému, který na vstupu spotřebovává určitou energii z elektrické sítě (příkon) a na výstupu indukuje do umělé zátěže požadovaný výkon, přičemž se následně tato energie přeměňuje v teplo (kalorimetrická metoda). Celý systém je vytvořen v programu ControlWeb 2000. Ukázka obrazovek vizualizace je uvedena na následujícím obrázku.
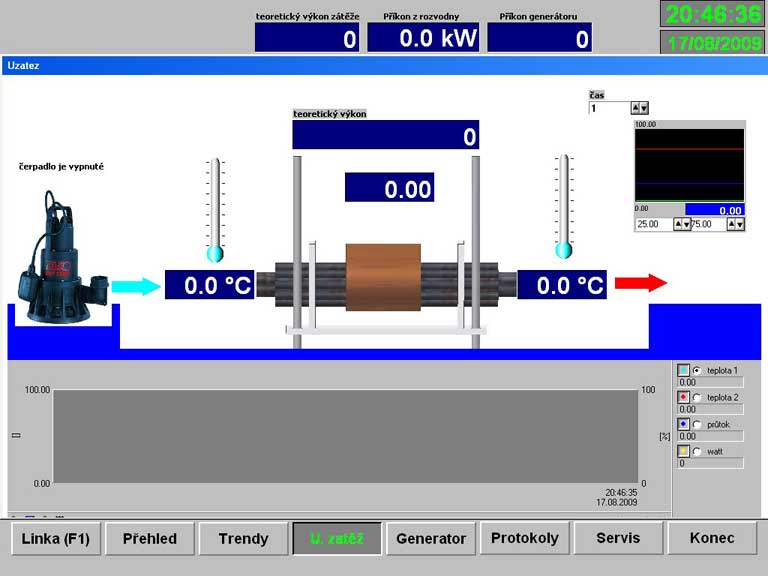
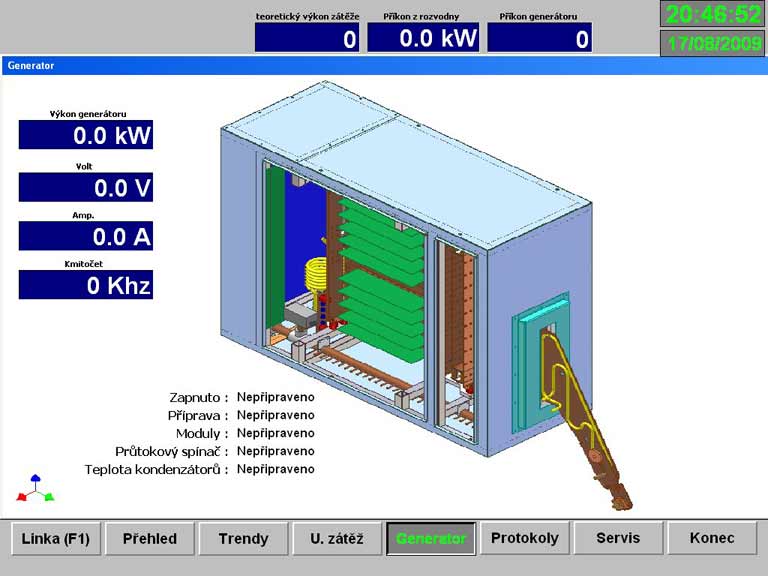
Okna zobrazující parametry umělé zátěže a generátoru
V závěru prezentovaného projektu byl vyroben prototyp VF generátoru HFR 300 skládající se ze dvou základních jednotek (Stejnosměrného pulsního zdroje a VF střídače). Ukázka finálního provedení generátoru HFR 300 je uvedena na dalším obrázku.


Generátor HFR300.
vlevo – stejnosměrný pulsní zdroj, vpravo – střídač
Praktické testy prokázaly, že vysokofrekvenční generátor s výstupním výkonem 300kW obstál v průběhu praktických zkoušek a uváděná modulární koncepce poskytuje dostatečné rezervy k dalšímu budoucímu navyšování výstupního výkonu generátorů typu HFR.
Závěr
Dosažením cíle projektu vznikl prototyp VF svařovacího generátoru s výstupním výkonem 300kW. V průběhu praktických testů byly úspěšně odzkoušeny jeho jednotlivé podsystémy s navazující technologií umělé zátěže a vizualizací. Simulací provozních poruch byly otestovány všechny běžné provozní závady, přičemž lze konstatovat, že v nich generátor vyhověl. Prototyp stejnosměrného napájecího pulsního zdroje je dimenzován a odzkoušen pro generátor s výstupním výkonem 450kW.
Praktické laboratorní testy dále prokázaly, že prototyp vysokofrekvenčního generátoru s výstupním výkonem 300kW (HFR300) obstál v průběhu závěrečných zkoušek a díky jeho modulární koncepci je možné další navyšování výstupního výkonu nad hranici 400kW.
Po ukončení projektu bude následovat ověření prototypu v reálném provozu na válcovací lince, což je relativně nákladný a časově náročný proces.
Tok finančních prostředků a způsob jejich čerpání byl prováděn dle platných pravidel vypsaných v rámci programu IMPULS (veřejná soutěž MPO 2007).
Tento projekt byl realizován za finanční podpory z prostředků státního rozpočtu prostřednictvím Ministerstva průmyslu a obchodu.
| TEXT Z OBLASTÍ | SOUVISEJÍCÍ KONTAKT |
|---|---|
|
|